

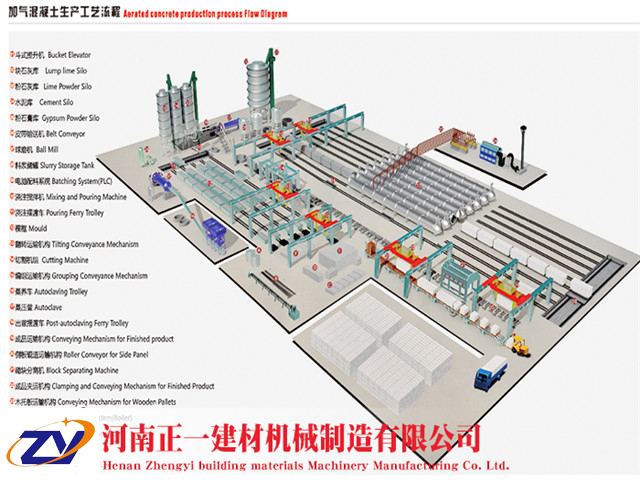
空翻切割机生产工艺流程分为六个工段:
一、制浆工段
制浆工段所需设备:料斗、输送机、电磁振动给料机、湿式球磨机、储罐搅拌装置等设备。
二、石灰处理工段
石灰处理工段所需设备:料斗、颚式破碎机、深斗斗式提升机、石灰仓、电磁振动给料机、干式球磨机、螺旋输送机等设备。
三、配料、浇注工段
配料、浇注工段所需设备:浆料电子计量称、螺旋输送机、搅拌机、浇注搅拌机等设备。
四、静养、切割、编组工段
静养、切割、编组工段所需设备:浇注摆渡车(自动顶推、锁定)、模具、侧模板、模具牵引机、翻转脱模输送机构、脱模液压吊具、切割机组、废浆搅拌装置、侧板输送辊道、半成品输送机构、半成品吊具、编组摆渡车、蒸养小车等设备。
五、蒸压养护工段
蒸压养护工段所需设备:入釜卷扬机、蒸压釜等设备。
六、成品出釜工段
成品出釜工段所需设备:出釜卷扬机、出釜输送机构、出釜吊具、成品夹具、包装设备(一般不需要)等设备。
空翻切割机主要特点:
1.机型结构精简实用,便于安装维修;
2.坯体翻转后直立使坯体宽度为600mm,高度为1200mm,这样切割钢丝使用更短,所以不易拉断,不易飘移,切割精度高;
3.纵向切割装置是行走的(坯体在切割台上固定)完成纵向切割。水平式横切装置采用丝杆传动能保持横切架升降传动一致,保证切割精度;
4.坯体直立后两侧(600mm宽)可在坯体纵向切割同时完成铣槽,不需另配置槽口加工设备;
5.本机型除生产砌块外还可生产板材,而且对坯体作六面切割,所以制品质量不受涂模油及模具变形影响;
6.设备操作简单方便,该机型切割过程(翻转、纵切、横切)分别在不同工位完成,而且切割,行走控制在不一装置,因此工作得到简化,操作保养方便。


 客服1
客服1